Свердління з мікроударом
Світ не стоїть на місці, й алмазні технології також постійно розвиваються і дозволяють виконувати різні роботи швидше та ефективніше.
Не так давно на ринку обладнання з'явилися спеціальні свердлильні машини з мікроударом для роботи в сухому режимі, вони швидко набрали популярність.
Завдяки цій технології швидкість сухої обробки будівельних матеріалів збільшилася в рази! Саме про цю технологію й хотілося б вам розповісти.
Будова системи мікроудару.
Ця система в алмазних свердлильних установках дуже схожа за принципом роботи на звичайний ударний дриль.
Механізм складається з двох храповиків, зубці яких при обертанні сходяться і розходяться, створюючи, таким чином, невеликий удар.
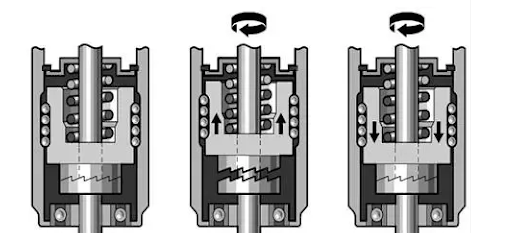
Завдяки оборотам такого обладнання, досягається висока частота ударів (практично до 50 000 уд./хв). Чи знаєте ви, що свердління будівельних матеріалів алмазним свердлом це не що інше, як мікро дряпання матеріалу гранями алмазів.
А ось робота з мікроударом – це дряпання плюс дроблення. Дроблення – це менш енерговитратний та більш продуктивний процес. Саме тому швидкість свердління з мікроударом значно вище, ніж при звичайному свердлінні.
Свердлильні машини з мікроударом відрізняються від перфораторів та звичайних ударних дрилів багатьма параметрами. На що ж варто звернути увагу при виборі такого обладнання:
- Потужність.
- Обороти обертання вала.
- Кількість ударів в хвилину.
- Максимально допустимий діаметр витратного матеріалу.
- Посадочне місце.
- Наявність відведення пилу.
- Можливість закріплення на стійку.
Крім цих параметрів, є ще один, який не вказує практично жоден виробник. Це амплітуда удару. Як показують наші дослідження – ця величина може коливатися від 0.3 мм до 0.85 мм. Залежить вона від висоти зубів храповиків.
При маленькій амплітуді удару різьбяр практично не відчуває на собі вібраційних навантажень при роботі, тому процес стає більш комфортним. А ось з підвищенням цієї величини вібрації стають більш відчутними.
Крім навантажень на оператора, амплітуда удару сильно впливає на ресурс свердла та менш відчутно на швидкість обробки. Чим сильніше удар – тим нижче ресурс.
На ринку поки не так багато моделей свердлильних установок з мікроударом, однак їх характеристики можуть кардинально відрізнятися.
Найбільш поширене обладнання
Раніше ми вже писали про основні параметри, на які потрібно звертати увагу в таких свердлильних машинках.
Тепер хотілося б детальніше зрозуміти цю тему й розглянути предметно, наскільки ці величини можуть відрізнятися в найбільш широко поширених моделях обладнання з мікроударом.
| Бренд | Модель | Потужність | Оберти | Уд./хв | Ø мм | Посадочне | Відбір пилу | Стійка |
|---|---|---|---|---|---|---|---|---|
| Eibenstock | ESD 1801 | 1,8 кВт | 2050 | 41000 | 90 | М18 | ні | ні |
| Milwaukee | DD2-160XE | 1,5 кВт | 1500 (890) 3000 (1770) |
48000 | 162, 90 | М18 | ні | так |
| AEG | DB 1500-2XE | 1,5 кВт | 1500 (890) 3000 (1770) |
48000 | 162, 90 | М18 | ні | так |
| Cayken | SCY-916PD | 2,3 кВт | 1700 | 34000 | 160 | 1 1/4 UNC 1/2 GAS |
так | ні |
| Cayken | SCY-18/2PA | 1,9 кВт | 720 1230/1780 |
28000 30240 |
132 | М18 | ні | ні |
| KEOS | PULSAR KS-180 | 2,3 кВт | 950 1700 |
34000 | 162 | 1 1/4 UNC 1/2 GAS |
так | ні |
| WEKA | DSK15SP-L | 2,0 кВт | 900 (540) 2000 (1200) |
Немає даних | 200 | 1 1/4 UNC | так | так |
| BAIER | BDB 829 | 2,15 кВт | 725 1500 |
14500 30000 |
252 | 1 1/4 UNC 1/2 GAS |
так | так |
| BAIER | BDB 825 | 1,8 кВт | 1150 | 28000 | 200 | 1 1/4 UNC 1/2 GAS |
так | так |
| Cardi | DP2200 ME-16 | 2,2 кВт | 1200 (880) | 28800 21000 |
162 | 1 1/4 UNC | так | так |
| Cardi | P2000 MS-13-K | 2,0 кВт | 2000 (1350) | 34000 23000 |
162 | М18 | ні | так |
| Cardi | DPH 3000 ME-17 | 3,0 (3,65) кВт | 1250 (840) | 30000 20160 |
202 | 1 1/4 UNC | так | так |
| Cardi | DPH 3500 SE | 3,42 (4,4) кВт | 668 (438) 1096 (718) 1826 (1196) |
16030 (10500) 26297 (17221) 43828 (28701) |
350 | 1 1/4 UNC | так | так |
| AGP | DM52D | 1,8 кВт | 1800 3600 |
немає даних | 160 | 1 1/4 UNC | так | ні |
| AGP | DM51D | 1,8 кВт | 3600 | немає даних | 80 | 1 1/4 UNC | так | ні |
| Baumax | OND-916PD-G | 2,3 кВт | 1700 | 34000 | 168 | 1 1/4 UNC 1/2 GAS |
так | так |
Як бачимо, у виробників можуть відрізнятися в рази самі основні параметри свердлильних установок, та й наявність стійки під ту чи іншу модель – дуже важливий фактор при виборі обладнання.
Найчастіше стійка дозволяє свердлити діаметрами набагато більше, ніж при використанні свердлильної машинки вручну.
Застосування
Найчастіше свердління з мікроударом застосовують на високоміцних та навіть гідротехнічних бетонах, у тому випадку, якщо на об'єкті неприпустима робота із застосуванням водного охолодження.
При проходженні металу в конструкції бажано відключати мікроудар (така функція доступна у всіх моделях обладнання), оскільки буде підвищене вібраційне навантаження на оператора та значно знижується ресурс свердла.
Зараз робота з мікроударом набирає все більшої популярності навіть на простих об'єктах з менш міцними бетонами (ремонти у квартирах, офісах, магазинах та інше), позаяк ця технологія дозволяє працювати значно швидше й виконувати набагато більше замовлень за певний проміжок часу.
Давайте розглянемо на прикладі отворів під розетки у звичайній квартирі зі стінами з бетону М400. При роботі на перфораторі один отвір займає близько 4-5 хвилин. Якщо у квартирі необхідно зробити 70 отворів, то це займе у нас близько 5-6 годин чистого свердління!
А в разі роботи з мікроударом ми витрачаємо близько 1 хвилини на отвір, й виходимо на загальний результат трохи більше години.

І це не тільки колосальна економія часу, але й значно менша втома, бо свердління з мікроударом проводиться практично без прикладання зусиль оператора. Правильна техніка свердління має на увазі похитування свердлом в отворі для поліпшення виведення пилового шламу.
Крім цього, похитування допомагають більш ефективно заточуватися сегментам алмазної коронки, внаслідок чого ви будете мати стабільно високу швидкість обробки. При відсутності таких маніпуляцій у різі – велика ймовірність підклинювання коронки та зниження оборотів, аж до повної зупинки обладнання, особливо при висвердлюванні глибших отворів.
Однак не варто виконувати похитування з великим кутом відхилення від осі, інакше це може привести до нерівномірного зносу сегмента по торцях, або до його загинання всередину свердла. Оптимальний кут відхилення при погойдуванні 5-10 градусів.
Свердла для роботи з мікроударом
Чи можна використовувати звичайні алмазні свердла для роботи з мікроударом? Це питання дуже часто задають майстри, які набули таке обладнання.
Більшість свердел, які працюють на перфораторах, ударних дрилях або свердлильних установках – можуть працювати й у режимі мікроудару, проте їх ресурс при такому використанні сильно постраждає.
Саме тому для роботи з мікроударом розроблені спеціальні сегменти з більш міцними алмазами. На цей час у торговій марці “ADTnS" існує 2 свердла для таких цілей.
CS-X. Це коротке свердло з глибиною свердління до 65-70 мм призначене для свердління отворів під розетки та розподільні коробки. Випускається в трьох діаметрах 68, 72, 82 мм.
Посадковий отвір М16, під хвостовик SDS plus, тому для використання на свердлильних машинках з мікроударом необхідний додатковий перехідник.
Сегменти виготовлені з орієнтованим розташуванням алмазів, що дозволяє зберігати стабільну продуктивність протягом усього життєвого циклу свердла. У торці корпусу є спеціальні отвори для можливості роботи з відбором пилу, при наявності спеціальних пристосувань.
RS-TX. Більш довге свердло, яке дає можливість виконувати отвори довжиною до 320 мм. А за допомогою подовжувача – ще глибше.
Лінійка діаметрів від 42 до 122 мм з кроком 10 мм. Посадковий отвір 1 1\4 UNC. Дуже добре підходять для свердління отворів під воду, кондиціонери та для інших цілей. Як і CS-X, мають орієнтовано розташований алмаз.
Корпус свердла виконаний зі спеціальною канавкою для поліпшення виведення пилового шламу із зони різу.
Крім свердел ТМ “ADTnS", компанія Distar має у своєму арсеналі спеціальні полегшені подовжувачі для ручного свердління. Вони представлені з різьбою 1 1\4 UNC на 1 1\4 UNC (тато\мама) та довжиною 200 і 300 мм. Вага короткого становить 700 грамів, а довшого всього 950 грамів.
Базові поверхні цих подовжувачів виконані максимально точно, щоб уникнути збільшення торцевого биття при роботі. Цей продукт – незамінний помічник при виконанні отворів під кондиціонери, спліт системи, опалення та електрику, де недостатньо стандартної довжини коронки.
Працюємо без пилу.
Робота без пилу набирає все більшої популярності серед фахівців зі свердління. Це пов'язано з тим, що часто такі роботи виконуються у приміщеннях з уже готовим ремонтом, а пиловий шлам, що утворюється при сухому свердлінні, розлітається по всьому приміщенню.
Тому замовник готовий переплатити та викликати майстра, який надає послуги свердління з відбором пилу, аби потім її не прибирати по всій квартирі. Однак не всі свердлильні машинки з мікроударом мають вбудовану систему відбору пилу.
Тому ТМ “Mechanic" представила дуже ефективні й бюджетні пристосування для виконання таких завдань.
DrillDuster 82. Девайс для відбору пилу із зони різання призначений для виконання неглибоких отворів. Виготовляється з міцного та довговічного матеріалу.
Використовується для свердління отворів діаметром до 82 мм, тому буде незамінним рішенням для отворів під розетки. Має дуже надійну вакуумну фіксацію, завдяки якій добре утримується на будь-якій площині поверхні.

Drillstream. Завдяки цьому пристосуванню можна здійснювати відбір пилу при більш глибокому свердлінні, оскільки пил відбирається через корпус свердла. Цей девайс встановлюється між свердлом і шпинделем свердлильної машинки.
Виконаний з двома видами різьблення – 1 1\4 UNC на 1 1\4 UNC та 1 1\4 UNC на М18. Крім відведення пилу, він відбирає із зони різу тепло, що служить додатковим охолодженням свердла при різанні.

Компанія не стоїть на місці та в найближчому майбутньому будуть представлені спеціальні пристосування для відбору пилу з торця свердла для свердел CS-X.
Висновки
Технологія свердління з мікроударом виводить на абсолютно новий рівень культуру сухого свердління. Вона дозволяє виконувати роботу в рази швидше, а зусиль при цьому витрачати значно менше.
Хоч коштує таке обладнання на порядок дорожче, не варто забувати про те, що час – найцінніший ресурс. У фахівців, які постійно займаються послугами сухого свердління, окупність обладнання з мікроударом дуже висока, і при цьому значно менше втома, ніж у тих, хто свердлить перфоратором!









